机床铸件在铸造前先要进行铸造工艺规划,重复论证铸造工艺的可行性。完善并整理出适宜的铸造工艺才能进行铸造出产,机床铸件的铸造工艺包括以下六个方面。
一、审阅铸件结构;检查并进行改善铸件结构,在不影响运用的前提下,是铸件结构尽量符合铸造工艺性。
二、铸造工艺图;在运用单位提供的机床铸件图纸上(或复印件)用不同颜色符号表示出浇铸方位和分型面、加工余量、收缩率、起模吸毒、反变形量、分型负数、工艺补正量浇冒口的方位、数量和机床,大型机床铸件在不影响运用时可参加冷铁,冷铁方位和标准,砂芯形状、数量及芯头巨细、铸筋、吊把、压铁等。
三、机床铸件图纸;把通过铸造工艺规划后,改变了机床铸件形状、标准的地方及技能条件、检验方法都反映在铸件图纸上,其中硬度、标准误差、答应存在或答应焊补的铸造缺点及其它特殊要求等要明显符号出来。
四、机床铸件的造型装配图;在图纸上表示出浇铸方位、砂芯数量、固定或下芯次序、浇冒口及冷铁布置方位,砂箱结构和标准巨细等。
五、铸造工艺卡片;用来说明造型、造芯、浇铸、开箱清理、热处理、切割浇冒口、焊补等工艺的操作过程,操作规程及技能要去。
六、工艺验证;检测机床铸件标准、表面质量内部缺点等质量情况是否合格,验证工艺要求、操作要点是否合理,重复修改工艺配备直到铸件质量合格。机床铸件广泛运用于机械产品首要表现在以下几个方面:机床铸件规划时,除了依据工作条件和金属资料的功用确认铸件的几许形状和标准外,这需求从铸造合金和铸件特性的角度考虑规划的合理性。 过程中,明显的标准效应、凝结缩短、应力等问题,防止或削减铜铸件的成分偏析、变形、开裂等缺点的产生,机床铸件选用消失模/树脂砂铸造。
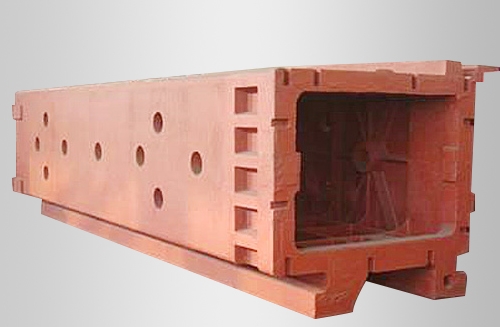
机床铸件广泛运用于机械产品首要表现在以下几个方面:
1、与铸造、冲压、焊接、粉末冶金等金属零件的成形方法比较,铸造方法可以产生杂乱的形状,尤其是空心形状杂乱的毛坯和零件,如机床床身、箱体等。又由于铸造方法对零件结构形状的约束很小,机床铸件可以依据受力条件挑选合理的截面形状,并依据受力条件, 还可以依据受力情况挑选合理的截面形状,也可以依据需求设置加强筋来添加结构的强度和刚度。
2、在条件下,选用铸造、镶嵌铸造、博鱼app官网下载(中国)属铸造、薄通道铸造技能和铸焊结构,可使零件的排列合理,挑选这些方法还可以处理一些其他金属成型方法难以处理的问题,从而取得好的技能经济特性。
3、机床铸件的各种资料和标准也可以通过铸造方法出产,工业上常用的金属资料都可以铸造,而有些金属资料,如果运用广泛,只能选用铸造方法成型。
上述就是有关机床铸件的相关内容。

 在线咨询
在线咨询