机床铸件先选用砂型铸造,首要原因是砂型铸造较之其它铸造方法成本低、出产工艺简略、出产周期短。当湿型不能到达要求时再考虑运用粘土砂表干砂型、干砂型或其它砂型。粘土湿型砂铸造的铸件重量可从几公斤直到几十公斤,而粘土干型出产的铸件可重达几十吨。铸造方法应和出产批量相适应,低压铸造、压铸、离心铸造等铸造方法,因设备和模具的价格昂贵,所以只适合批量出产,机床铸件可以单件铸造也可批量出产。
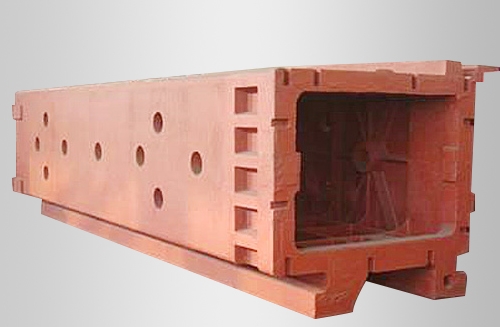
机床铸件多为床身运用,它的结构简略,工艺性能好,便于导轨面的加工。水平床身配上水平放置的刀架可前进刀架的运动精度,一般可用于大型数控车床或小型数控车床的布局。可是水平床身由于下部空间小,故排屑困难。从结构标准上看,刀架水平放置使得滑板横向标准较长,然后加大了机床宽度方向的结构标准。
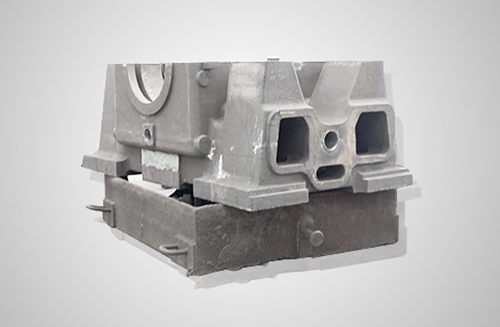
机床铸件温度散布不均匀的原因:

1、机床铸件温度散布不均匀,上箱凝聚比下箱快,床身导轨及节点处简略发生热应力、相变应力、安排应力,铸件上出现缩松缺陷也易引起缩短应力。
2、盲孔法丈量的剩下应力结果与数值模仿根本相符,灰铸铁件的剩下应力比球墨铸铁件大,较低的打箱温度有利于减小剩下应力,而粗加工简略变大剩下应力。
3、床身横导轨有较大的剩下应力:拉应力160180MPa,压应力一70~一180MPa;竖导轨的剩下应力相对较小:拉应力14~26MPa,压应力-27~52MPa;床身在长度方向变形量较大,在宽度和高度方向的变形量较小,没有发生挠曲变形。

4、水平阻流规划充型不平稳、有紊流倾向、简略卷气、不利于排渣,可选用去除阻流片规划优化浇注体系。
机床铸件要一边挖一边进行清砂的作业,清砂方式有人工清砂及抛丸清砂。人工清砂费用不算高,有些部分处理的不是很洁净。而抛丸清砂则相反,费用高,检验平板表面拾掇的特别洁净。对研磨显示出来的黑点要区分对待。关于浓黑点刮削的刀迹大小应同按粗、细、精3个阶段规矩大小刮削,其刀迹方向应同方向摆放,逐渐刮削到黑点全数刮完。
机床铸件的出气孔是打扫型腔、砂芯以及金属液分出的各种气体,减小充型时型腔内的气体压力,改进金属液的充型才能,便于调查型腔内金属液的上升状况,排出浮渣等作用,可以说出气孔的规划是否成功,直接影响到大型铸件浇铸的成品率。按是否与大气相通可以分为明出气孔和暗出气孔。
您对机床铸件有需求的话,博鱼app官网下载(中国)- 博鱼有限公司很高兴为您提供咨询!
 在线咨询
在线咨询